氩弧焊管内如何充氩

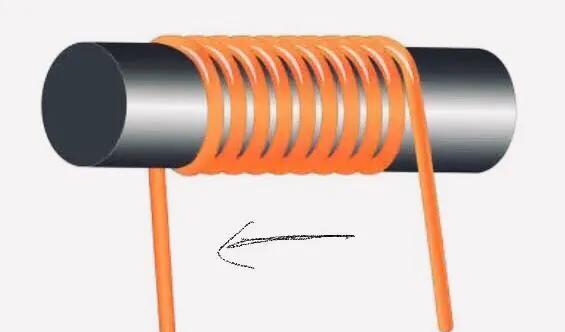
氩弧焊接管内充气一般是在焊接不锈钢等容易氧化的有色金属情况下使用这种方式的,对于背面充气的方法也要根据管径的大小来进行。对于小管径,我们一般可以采用管堵造成密闭气室堵在管子的两头,管堵应留有进气孔和出气孔,以便进气和排气,管堵应与内壁贴合无缝隙,具体形式见下图:气体流量一般管内气量流量稍大于焊枪的喷嘴流量,如果管子的长度太长或者是管径太大,为了避免造成氩气的大量浪费,也可以采用市面上能买到的水溶纸,在两根管子组对之前先在口内封上,然后再进行组对,组对好后采用胶布封好焊口,用进气管在封好的焊口上留出缝隙进行充气,然后焊接。以上为如何对管内充气的方法,在焊接过程中操作上还有一些需要注意的事项